1、項目概述及需求
XX公司現有一軋機設備,需要借助于紅外熱像儀的非接觸式測溫方式來完成軋機工作輥的測溫,從而保障軋機工作輥在生產過程中良好的工作狀態以及軋制鋼板的效率和質量。
如下圖為軋機的剖面側視示意圖。熱像儀需觀察右側2個軋機工作輥,并測量其溫度。熱像儀的觀測距離為1米,被測的軋機工作輥的寬度1.5米,高度約0.2m。
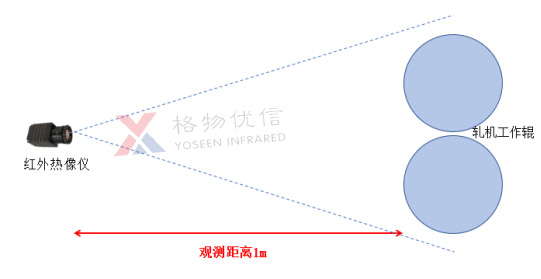
紅外熱像儀監控軋機的剖面側視示意圖
- 環境溫度:200℃左右;
- 目標溫度范圍:250-500℃;
- 軋機工作輥的速度:線速度5米/分鐘,最多8米/分鐘;
- 精度要求:重復精度5度以內或者,不要求絕對精度;
- 軋輥上會放置約6個測溫點;
- 能夠設定測溫點的溫度預警值,當溫度達到預警值之后發出預警信號。
2、熱像儀的選型及數量
2.1、熱像儀的選型參數
紅外熱像儀作為光學產品,鏡頭分辨率機焦距的選擇決定了空間分辨率、視場角、辨識距離等指標。因此對于熱像儀鏡頭的選擇要根據觀測物體的大小、觀測距離等具體而定。

紅外熱像儀中光學鏡頭的成像原理

紅外熱像儀在實際應用中監測軋機工作輥的工作溫度
觀測距離1m,被測軋機工作輥的寬度為1.5m,溫度范圍250-500℃。如上圖示意圖所示,選用紅外熱像儀的鏡頭水平視場角需要大于74°,結合實際的鏡頭參數及觀測的舒適性,選用焦距為4mm,測溫范圍為-20℃-600℃的紅外熱像儀,其水平視場角為97°。
2.2、熱像儀的數量確定
由于軋機工作輥的直接并不是很大,且間距不遠;單臺焦距為4mm的紅外熱像儀的垂直視場角可以保證看到兩個軋機工作輥。但是考慮到金屬軋制過程中會在軋機工作輥的中間形成遮擋,因此需要上下兩臺熱像儀分別觀測兩個軋機工作輥上的溫度。

紅外熱像儀在軋機工作輥中的安裝示意圖
如上圖所示,紅色部分為軋機工作輥工作過程中的鋼板,它會在中間形成遮擋,因此分為上下兩個部分來觀測,圖中黃色部分為熱像儀的安裝位置。
3、熱像儀的防護罩
在本項目中,紅外熱像儀安裝位置的溫度在200℃左右,為了保證紅外熱像儀的正常工作,需要對其進行制冷降溫處理。
純風冷技術采用強迫風冷方式,使用簡單,維護方便,不受地區限制。冷卻技術是用來保證系統正常工作的風源的一部分用于吹掃鏡頭,針對氣流分布的科學設計,在鏡頭前形成旋轉風幕,增加了風幕的強度和吹掃面積,有效的制止了爐內灰塵與鏡頭物鏡的接觸,達到了較好的抗灰防塵效果,以防止鏡頭污染結焦及冷卻鏡頭; 風源的另一部分進入渦旋制冷管,制出冷風(最高溫差可達23℃),再輸入探頭防護罩,使攝像機有一個適宜的工作環境,從而實現整體裝置正常運行。濾清系統采用多級自動精密CKD過濾器,自動除水、除油,基本免于維護。

高溫工作環境下紅外熱像儀防護罩出氣口示意圖
4、硬件組網連接
系統網絡采用標準化、網絡化、免維護式的系統結構,具有高度的可靠性和安全性,同時符合ISO/OSI開放系統互聯標準。
- 系統具備軟硬件的擴充能力,支持系統結構的擴展和功能升級;
- 系統為其它系統提供標準圖像接口,以利于其它系統調用及二次開發;
- 系統所提供的支撐軟件能支持用戶進一步開發應用軟件;
- 系統的軟硬件接口采用國際標準或工業標準,支持與其它標準硬件、其它網絡及不同生產商的設備互聯,可達到信息資源共享;
- 系統所選用的硬件平臺符合現代工業標準,具有一定市場銷售規模的通用化、系列化的標準產品,并有可靠的維修服務支持,存在有其它替代品的可能,并充分考慮到計算機硬件的飛速發展;
- 為適應系統多級監控要求,系統具有靈活的多級組網能力;
系統具備開放的二次接口。

防爆型紅外熱像儀連接使用圖
- 控制中心網絡至區域監控中心網絡之間鏈路,采用光纖進行傳輸,規避網線傳輸的距離局限。
- 光端機到X系列熱像儀以及電腦通過網絡直接連接,操作簡便。