一、研發(fā)與設(shè)計階段:優(yōu)化性能與安全保障
在車輛研發(fā)初期,紅外熱像儀為工程師提供了關(guān)鍵的熱管理數(shù)據(jù),直接影響整車設(shè)計與性能優(yōu)化。
發(fā)動機(jī)與排氣系統(tǒng)熱分析:傳統(tǒng)燃油車研發(fā)中,紅外熱像儀用于檢測發(fā)動機(jī)缸體、排氣歧管、渦輪增壓器等關(guān)鍵部位的溫度分布,識別過熱區(qū)域,優(yōu)化冷卻系統(tǒng)設(shè)計。某德國車企通過紅外熱像技術(shù),成功將發(fā)動機(jī)熱點(diǎn)溫度降低15%,顯著提升了熱效率與可靠性。
制動系統(tǒng)熱評估:在制動系統(tǒng)開發(fā)中,紅外熱像儀實時監(jiān)測剎車盤與剎車片的溫度變化,評估制動性能與熱衰退特性。工程師可據(jù)此優(yōu)化制動器材料與結(jié)構(gòu)設(shè)計,確保極端工況下的安全表現(xiàn)。
電氣系統(tǒng)早期故障檢測:紅外熱像儀能靈敏識別線束連接點(diǎn)、繼電器、保險絲等電氣元件的異常溫升,提前發(fā)現(xiàn)接觸不良或過載風(fēng)險,避免潛在安全隱患。

空調(diào)出風(fēng)口

汽車發(fā)動機(jī)散熱檢測

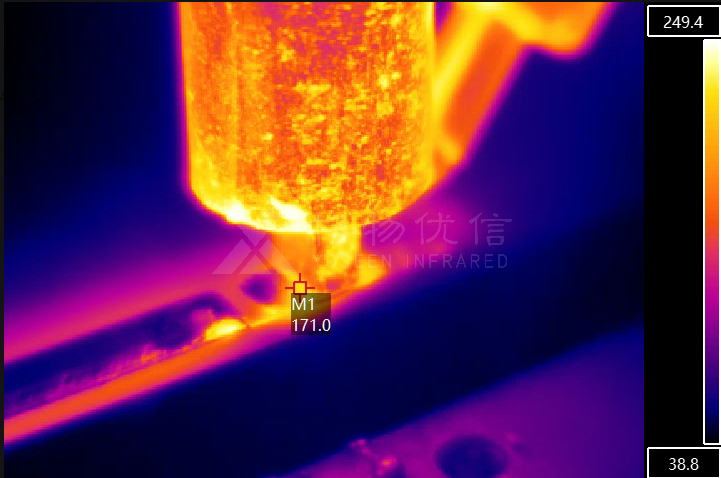
汽車排氣筒

汽車剎車片檢測
二、生產(chǎn)制造環(huán)節(jié):提升質(zhì)量與工藝控制
在生產(chǎn)線上,紅外熱像儀已成為質(zhì)量控制與工藝監(jiān)控的重要工具,確保每一輛出廠車輛符合嚴(yán)格標(biāo)準(zhǔn)。
焊接工藝監(jiān)控:在車身焊接過程中,紅外熱像儀實時監(jiān)測焊點(diǎn)溫度,確保焊接質(zhì)量一致。溫度異常可即時觸發(fā)報警,防止虛焊、過燒等缺陷流入下一工序。
涂裝與烘干過程優(yōu)化:紅外熱像儀監(jiān)測車身涂層在烘干爐中的溫度均勻性,優(yōu)化烘干參數(shù),提升漆面質(zhì)量同時降低能耗。數(shù)據(jù)顯示,采用紅外監(jiān)控的涂裝線能耗平均降低約8%。
輪胎與零部件檢測:在輪胎制造中,紅外熱像儀檢測硫化過程中的溫度分布,確保橡膠特性均勻。此外,軸承、變速箱等關(guān)鍵零部件也可通過紅外熱像進(jìn)行出廠前的溫度特性篩查。

方向盤生產(chǎn)

鍛件控冷線過程溫度檢測
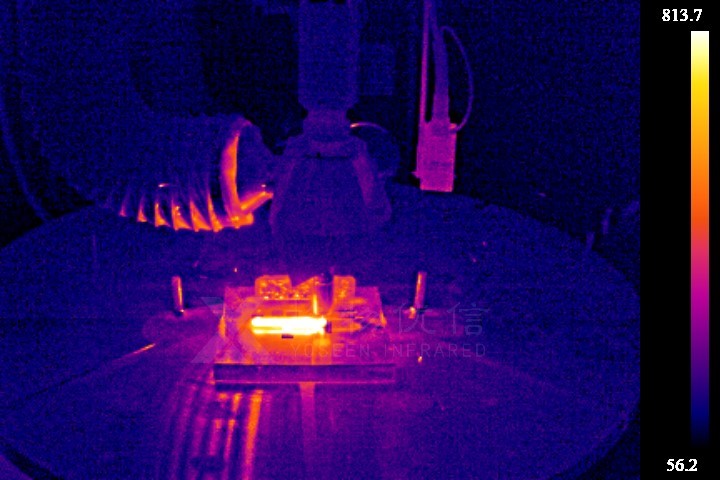
壓鑄機(jī)002.jpg)
汽車生產(chǎn)壓鑄機(jī)測溫
三、測試與驗證階段:全面性能評估
在汽車測試領(lǐng)域,紅外熱像儀提供了獨(dú)特的非侵入式測試手段,涵蓋從零部件到整車的多層級驗證。
環(huán)境艙測試:在氣候環(huán)境模擬艙中,紅外熱像儀監(jiān)測車輛在極端溫度條件下的熱行為,如空調(diào)系統(tǒng)性能、車窗除霜效率等,確保車輛適應(yīng)各種氣候環(huán)境。
耐久性測試:在長時間路試或臺架測試中,紅外熱像儀持續(xù)監(jiān)測動力總成、懸掛系統(tǒng)等關(guān)鍵部位的溫度變化,早期識別疲勞熱特征,預(yù)測潛在故障。
NVH測試輔助:振動噪聲測試中,紅外熱像儀可定位因摩擦或共振產(chǎn)生的異常發(fā)熱點(diǎn),為NVH優(yōu)化提供熱學(xué)數(shù)據(jù)支持。

汽車玻璃加熱絲

汽車輪胎檢測
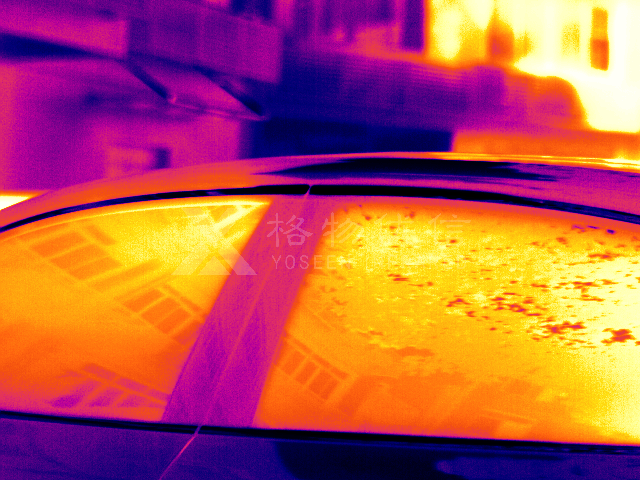
車窗氣密性檢測

汽車鑄膜
四、新能源汽車專屬應(yīng)用:熱安全管理革命
新能源汽車的興起,特別是電動化與智能化趨勢,為紅外熱像技術(shù)開辟了全新的應(yīng)用場景,成為保障電池安全與提升能效的關(guān)鍵技術(shù)。
動力電池?zé)峁芾肀O(jiān)測:紅外熱像儀可直觀顯示電池包表面溫度分布,早期發(fā)現(xiàn)單體電池過熱、熱失控風(fēng)險。某領(lǐng)先電動車企將紅外熱像儀集成于電池生產(chǎn)線,實現(xiàn)每個電池包出廠前的全表面熱掃描,不良品檢出率提升40%。
充電系統(tǒng)安全監(jiān)控:在快充過程中,紅外熱像儀實時監(jiān)測充電接口、電纜及車載充電機(jī)的溫度,防止因接觸電阻過大導(dǎo)致的過熱事故。部分高端充電樁已集成紅外監(jiān)測模塊,實現(xiàn)主動安全防護(hù)。
電驅(qū)動系統(tǒng)熱優(yōu)化:紅外熱像儀用于分析電機(jī)、電控系統(tǒng)的散熱性能,優(yōu)化冷卻方案。研究顯示,基于紅外熱像數(shù)據(jù)的電機(jī)散熱設(shè)計改進(jìn),可使持續(xù)輸出功率提升12%以上。
能量回收系統(tǒng)評估:紅外熱像儀監(jiān)測制動能量回收時電機(jī)與制動系統(tǒng)的熱交互,優(yōu)化回收策略,平衡能量回收效率與系統(tǒng)熱負(fù)荷。
自動駕駛傳感器熱管理:激光雷達(dá)、攝像頭等自動駕駛傳感器對溫度敏感,紅外熱像儀用于評估其工作溫度穩(wěn)定性,確保全天候可靠感知。

電池生產(chǎn)測試
五、未來展望:智能化與集成化趨勢
隨著技術(shù)進(jìn)步,紅外熱像儀在汽車領(lǐng)域的應(yīng)用正朝著更高精度、更快響應(yīng)、智能集成方向發(fā)展:
-
AI驅(qū)動分析:結(jié)合機(jī)器學(xué)習(xí)算法,紅外熱像系統(tǒng)可自動識別異常熱模式,實現(xiàn)預(yù)測性維護(hù)
-
車載集成應(yīng)用:低功耗小型化紅外傳感器有望集成于車輛ADAS系統(tǒng),增強(qiáng)夜間及惡劣天氣下的感知能力
-
全生命周期管理:從研發(fā)到售后,紅外熱數(shù)據(jù)將形成數(shù)字孿生,支持車輛全生命周期的熱健康管理
結(jié)語
從內(nèi)燃機(jī)的優(yōu)化到電池包的安全,從生產(chǎn)線的質(zhì)量控制到智能汽車的感知增強(qiáng),紅外熱像儀已深度融入汽車產(chǎn)業(yè)的創(chuàng)新脈絡(luò)。隨著汽車電動化、智能化浪潮的推進(jìn),這項技術(shù)將不僅作為檢測工具,更將成為汽車熱安全、能效管理及智能感知的核心組成部分,持續(xù)推動汽車行業(yè)向更安全、更高效、更智能的方向發(fā)展。
未來,隨著紅外傳感器成本的降低和功能的增強(qiáng),我們有理由相信,紅外熱像技術(shù)將從后臺測試走向前臺應(yīng)用,最終成為每輛智能汽車的標(biāo)準(zhǔn)“感官”之一,默默守護(hù)每一次出行的安全與效率。
]]>一、熔覆工藝的溫度密碼:精度決定性能
熔覆不是簡單的”涂抹”,而是一場精密的冶金手術(shù)。其成功取決于三個核心溫度參數(shù):
稀釋率的精確控制
理想熔覆要求基體材料僅表面微熔(通常<10%),熔覆材料完全熔化并與基體形成冶金結(jié)合。溫度過高會導(dǎo)致過度稀釋,使昂貴的合金粉末”白費(fèi)”;溫度不足則結(jié)合強(qiáng)度不夠,涂層易剝落。
熱梯度的智能管理
熔覆層與基體間的溫度梯度決定了殘余應(yīng)力分布。不合理的溫度場會導(dǎo)致裂紋萌生、涂層翹曲,甚至基體變形。對于大型工件或異形件,這一問題尤為突出。
冷卻速率的精準(zhǔn)把握
從液態(tài)到固態(tài)的冷卻過程決定了熔覆層的微觀組織。冷卻太快可能產(chǎn)生硬脆相,太慢則晶粒粗大。在多層多道熔覆中,層間溫度的控制更是質(zhì)量一致性的關(guān)鍵。
二、傳統(tǒng)測溫之困:盲區(qū)中的工藝探索
在紅外熱像技術(shù)普及之前,熔覆工藝的溫度控制如同在迷霧中航行:
接觸式測溫的局限
熱電偶只能提供單點(diǎn)數(shù)據(jù),無法反映整個熔池和熱影響區(qū)的溫度場分布。更致命的是,接觸測量會干擾熔池流動,改變局部傳熱條件,測量本身就在改變被測量對象。
點(diǎn)溫儀的視角局限
手持式紅外點(diǎn)溫儀雖然非接觸,但只能測量視場內(nèi)一個小點(diǎn)的溫度。操作者需要不斷移動測量位置,得到的是離散的、不同步的數(shù)據(jù)點(diǎn),無法構(gòu)建完整的溫度場圖像。
工藝人員的經(jīng)驗依賴
在缺乏可靠測溫手段時,工藝參數(shù)設(shè)定往往依賴操作者的經(jīng)驗判斷。這種”憑感覺”的工藝開發(fā)模式,導(dǎo)致新產(chǎn)品開發(fā)周期長,工藝穩(wěn)定性差,不同操作者、不同批次的工件質(zhì)量差異顯著。

三、格物優(yōu)信X系列:熔覆工藝的溫度導(dǎo)航系統(tǒng)
針對熔覆工藝的特殊需求,格物優(yōu)信X系列高溫?zé)嵯駜x提供了從測溫到控制的完整解決方案。
突破一:超寬測溫范圍覆蓋熔覆全過程
X系列的測溫范圍跨越-20℃至2000℃,這一設(shè)計完全貼合熔覆工藝的需求:
在預(yù)熱階段,準(zhǔn)確監(jiān)測基體整體溫度均勻性,確保預(yù)熱效果
在熔覆過程中,實時追蹤熔池核心區(qū)(可達(dá)1800℃以上)溫度變化
在冷卻階段,完整記錄從高溫到室溫的全過程溫度演變
支持多層熔覆時的層間溫度監(jiān)測,確保每層都在最佳溫度窗口開始下一道熔覆
突破二:高溫精修算法應(yīng)對復(fù)雜環(huán)境
熔覆現(xiàn)場的熱干擾復(fù)雜多變,X系列通過多重技術(shù)突破確保測量準(zhǔn)確:
抗煙塵干擾算法:通過分析煙塵的運(yùn)動軌跡和光學(xué)特性,智能區(qū)分真實熱輻射與煙塵遮擋,在煙塵環(huán)境下測溫精度保持率>85%
氣流擾動補(bǔ)償:針對保護(hù)氣體和車間通風(fēng)造成的氣流擾動,實時校正熱輻射傳輸路徑變化帶來的測量誤差
表面狀態(tài)自適應(yīng):自動識別熔覆過程中材料表面從金屬光澤到氧化色的變化,動態(tài)調(diào)整發(fā)射率參數(shù),消除表面狀態(tài)變化導(dǎo)致的系統(tǒng)性誤差
突破三:溫寬動態(tài)調(diào)節(jié)凸顯關(guān)鍵區(qū)域
熔覆監(jiān)測最需要關(guān)注的是熔池及其周邊狹窄的熱影響區(qū)。X系列獨(dú)有的溫寬動態(tài)調(diào)節(jié)技術(shù),能夠在全局圖像中智能識別并突出顯示關(guān)鍵溫度區(qū)域:
自動識別熔池邊界,將熔池區(qū)域的溫度顯示精度提升至滿量程的0.5%
在多層熔覆中,智能區(qū)分當(dāng)前層與已熔覆層的溫度差異,避免熱積累造成的誤判
支持多區(qū)域獨(dú)立溫標(biāo)設(shè)置,在同一畫面中同時清晰顯示預(yù)熱區(qū)、熔池區(qū)、熱影響區(qū)的細(xì)節(jié)

四、從溫度監(jiān)測到工藝優(yōu)化:X系列的四大應(yīng)用場景
場景一:工藝開發(fā)與參數(shù)優(yōu)化
某航空發(fā)動機(jī)葉片修復(fù)項目中,采用X系列熱像儀進(jìn)行工藝開發(fā):
實時顯示不同激光功率、掃描速度下的熔池形態(tài)和溫度分布
通過溫度場分析確定最佳工藝窗口:熔池寬度穩(wěn)定在2.1±0.1mm,峰值溫度控制在1650±50℃
將工藝開發(fā)周期從傳統(tǒng)的3-6個月縮短至2周,參數(shù)優(yōu)化效率提升5倍以上
場景二:在線質(zhì)量控制與預(yù)警
在自動化熔覆生產(chǎn)線上,X系列實現(xiàn)實時質(zhì)量監(jiān)控:
設(shè)置熔池溫度、尺寸、形狀的工藝規(guī)范窗口,超限自動報警
實時計算稀釋率:通過監(jiān)測基體表面微熔區(qū)溫度,推算稀釋率并控制在5-8%的理想范圍
缺陷早期預(yù)警:當(dāng)溫度場出現(xiàn)異常對稱、局部過熱或冷卻不均時,系統(tǒng)提前預(yù)警,避免批量廢品
場景三:殘余應(yīng)力與變形控制
大型結(jié)構(gòu)件熔覆中,X系列幫助控制變形:
實時監(jiān)測工件整體溫度場,預(yù)測熱變形趨勢
通過對稱熔覆路徑的溫度對比,確保兩側(cè)熱輸入平衡
在核電閥門熔覆案例中,將工件最終變形量控制在0.05mm/m以內(nèi),遠(yuǎn)超行業(yè)標(biāo)準(zhǔn)
場景四:新材料熔覆工藝探索
開發(fā)新型高熵合金熔覆工藝時,X系列提供關(guān)鍵數(shù)據(jù)支撐:
精確測量新型合金的熔池流動特性、潤濕角變化
通過冷卻曲線分析,優(yōu)化后熱處理工藝參數(shù)
成功將高熵合金熔覆的裂紋率從初始的30%降至2%以下

五、技術(shù)參數(shù)背后的工程價值
X系列的每一個技術(shù)指標(biāo)都對應(yīng)著熔覆工藝的具體需求:
±2℃的高精度不僅是一個數(shù)字,它意味著能夠準(zhǔn)確識別基體表面是否達(dá)到預(yù)熱要求(如350℃),避免因10℃的誤差導(dǎo)致結(jié)合強(qiáng)度下降20%。
高靈敏度不僅意味著圖像清晰,更代表能夠捕捉熔池邊緣微小的溫度梯度變化,這是預(yù)測熔覆層與基體結(jié)合質(zhì)量的關(guān)鍵指標(biāo)。
運(yùn)行穩(wěn)定性在連續(xù)生產(chǎn)的車間環(huán)境中,意味著8小時工作內(nèi)無需人工干預(yù),測溫漂移小于量程的0.5%,確保早晚班次的工藝一致性。
六、集成化解決方案:從單機(jī)到智能系統(tǒng)
格物優(yōu)信不僅提供硬件,更提供完整的溫度監(jiān)測解決方案:
與熔覆設(shè)備的深度集成
支持與主流品牌激光器、送粉器、機(jī)器人的直接通信
實時溫度數(shù)據(jù)反饋至控制系統(tǒng),實現(xiàn)熔覆參數(shù)的閉環(huán)調(diào)節(jié)
工藝參數(shù)與溫度場數(shù)據(jù)同步存儲,建立可追溯的質(zhì)量數(shù)據(jù)庫
智能分析軟件平臺
自動生成熔覆過程熱報告,包括溫度曲線、熱循環(huán)參數(shù)、冷卻速率等
基于歷史數(shù)據(jù)的機(jī)器學(xué)習(xí),優(yōu)化工藝參數(shù)推薦
遠(yuǎn)程監(jiān)控與診斷,支持多車間集中管理
結(jié)語:溫度可視化開啟熔覆工藝新紀(jì)元
在制造業(yè)高質(zhì)量發(fā)展的今天,熔覆技術(shù)正在從”經(jīng)驗技藝”走向”精密科學(xué)”。格物優(yōu)信X系列高溫?zé)嵯駜x為這一轉(zhuǎn)型提供了關(guān)鍵的技術(shù)支撐——它讓曾經(jīng)看不見的溫度場變得清晰可見,讓難以量化的工藝過程變得精確可控。
從實驗室的工藝開發(fā)到生產(chǎn)線的質(zhì)量控制,從傳統(tǒng)材料的優(yōu)化到新材料的探索,溫度監(jiān)測正成為熔覆技術(shù)創(chuàng)新的加速器。當(dāng)每一個熔池的溫度都得到精準(zhǔn)控制,當(dāng)每一層熔覆的熱歷史都被完整記錄,表面工程的質(zhì)量一致性將達(dá)到前所未有的高度。
在工業(yè)強(qiáng)基的道路上,格物優(yōu)信X系列不僅是溫度的測量者,更是工藝優(yōu)化的合作伙伴。它正在幫助中國制造在高端表面工程領(lǐng)域,從跟跑者變?yōu)椴⑴苷撸罱K成為領(lǐng)跑者——這一切,都從清晰地”看見”溫度開始。
]]>一、焊接工藝的五大測溫“天塹”
- 強(qiáng)干擾環(huán)境的“信號圍城”
電弧焊現(xiàn)場的弧光強(qiáng)度可達(dá)普通日光的上萬倍,同時伴隨著密集的金屬飛濺和滾滾煙塵。這構(gòu)成了對紅外測溫的“三重遮擋”:弧光直射產(chǎn)生飽和性干擾,飛濺物造成瞬時性遮擋,煙塵則形成持續(xù)性衰減。傳統(tǒng)紅外設(shè)備往往在此環(huán)境下“失明”,無法分辨真實熱輻射與干擾信號。 - 溫度范圍的“冰火同框”
焊接區(qū)域在毫米尺度內(nèi)呈現(xiàn)出極端溫度梯度——熔池中心溫度可達(dá)2500℃以上,而相鄰區(qū)域可能只有幾百攝氏度,更遠(yuǎn)處則是常溫狀態(tài)。這種“高低溫同框”要求測溫設(shè)備具備極高的動態(tài)范圍和空間分辨率,否則會出現(xiàn)高溫區(qū)域過曝、低溫區(qū)域失真的雙重失真。 - 材料發(fā)射率的“偽裝波動”
金屬材料在加熱過程中,表面氧化狀態(tài)、相變過程、熔融狀態(tài)都在持續(xù)改變,導(dǎo)致其紅外發(fā)射率(emissivity)從0.1到0.9之間動態(tài)波動。這種“本質(zhì)性波動”使得基于固定發(fā)射率參數(shù)的傳統(tǒng)測溫產(chǎn)生系統(tǒng)性誤差,且誤差隨溫度升高呈指數(shù)級放大。 - 動態(tài)目標(biāo)的“捕捉滯后”
現(xiàn)代自動化焊接中,熔池以每秒數(shù)厘米至數(shù)十厘米的速度移動,溫度變化速率可達(dá)每秒數(shù)千攝氏度。常規(guī)熱像儀的幀率(通常低于60Hz)和熱響應(yīng)時間難以跟上這種變化節(jié)奏,造成“所見非所現(xiàn)”的時間滯后。 - 高溫測量的“精度漂移”
當(dāng)測溫點(diǎn)溫度超過1000℃時,多數(shù)紅外探測器進(jìn)入非線性響應(yīng)區(qū)間,測溫精度開始系統(tǒng)性漂移。焊接核心區(qū)恰恰處于這個敏感區(qū)間,使得“高溫測不準(zhǔn)”成為行業(yè)頑疾。
深圳某智能制造企業(yè)電弧焊工藝
廣州某智能制造企業(yè)電弧焊
二、傳統(tǒng)測溫的“先天不足”
熱電偶接觸測溫雖精度尚可,但存在致命缺陷:只能提供單點(diǎn)數(shù)據(jù),破壞工件表面完整性,響應(yīng)時間滯后嚴(yán)重(通常超過1秒)。而手持式點(diǎn)溫儀更是杯水車薪,完全無法捕捉動態(tài)過程。這些方法如同“盲人摸象”,無法構(gòu)建焊接溫度場的全域圖景。
三、格物優(yōu)信X384H/X640H系列:破局者的技術(shù)利刃
突破一:125Hz全幅測溫——捕捉每一個溫度躍遷
X384H/X640H系列將全幅測溫幀率提升至125Hz(X384H為75Hz),采樣間隔縮短至8ms。這意味著:
在5cm/s的典型焊接速度下,每幀間熔池僅移動0.4mm,實現(xiàn)了真正的連續(xù)溫度場記錄
能夠完整捕捉熔池振蕩頻率(通常30-50Hz)的二次諧波分量,為熔池穩(wěn)定性分析提供全新維度
突破二:12μm小像元架構(gòu)——重構(gòu)溫度場的微觀地圖
采用業(yè)界領(lǐng)先的12μm像元尺寸,配合384×288/640×512分辨率,創(chuàng)造了全新的空間感知能力。
在30cm工作距離下,空間分辨率達(dá)到0.15mm/pixel,熱影響區(qū)的微觀溫度分布首次清晰可見
突破三:4μs熱時間常數(shù)——超越常規(guī)3倍的熱響應(yīng)速度
傳統(tǒng)熱像儀熱時間常數(shù)多在12μs以上,X384H/X640H系列的4μs超快響應(yīng)帶來了革命性改變:
對溫度階躍變化的響應(yīng)速度提升300%,能夠準(zhǔn)確追蹤飛濺顆粒(壽命約1-3ms)的完整溫度歷程
在脈沖焊接工藝中,可清晰分辨占空比低至5%的脈沖溫度波形

四、從“看見溫度”到“讀懂工藝”
格物優(yōu)信熱像儀的價值不僅在于精準(zhǔn)測溫,更在于將溫度數(shù)據(jù)轉(zhuǎn)化為工藝洞見。
焊接缺陷的早期預(yù)警:通過分析熱場異常模式,系統(tǒng)能夠提前識別氣孔、未熔合、咬邊等缺陷的形成趨勢,預(yù)警時間比傳統(tǒng)檢測方法提前90%以上。
工藝參數(shù)的優(yōu)化閉環(huán):實時監(jiān)測的熱輸入分布為焊接電流、電壓、速度的自動調(diào)節(jié)提供直接依據(jù),實現(xiàn)基于熱場反饋的自適應(yīng)焊接控制。
焊接變形的預(yù)測控制:完整記錄焊接過程中的溫度場演化,結(jié)合熱彈塑性理論模型,預(yù)測并控制焊接變形量,將大型結(jié)構(gòu)件的焊接變形誤差降低50%以上。
焊縫組織的性能保障:通過精確控制冷卻速率和峰值溫度,確保焊縫金屬和熱影響區(qū)獲得預(yù)期的微觀組織,直接提升焊縫的力學(xué)性能和服役壽命。
結(jié)語:焊接智能化的溫度基石
在制造業(yè)向智能化轉(zhuǎn)型的浪潮中,焊接作為最基礎(chǔ)的連接工藝,其數(shù)字化、智能化水平直接影響整個制造業(yè)的升級進(jìn)程。格物優(yōu)信在線式測溫型熱像儀破解了焊接測溫的長期困局,為焊接工藝從“經(jīng)驗依賴”走向“數(shù)據(jù)驅(qū)動”提供了關(guān)鍵的技術(shù)支撐。這不僅是一次測溫技術(shù)的突破,更是開啟焊接工藝全面優(yōu)化、焊接質(zhì)量系統(tǒng)性提升之門的鑰匙。
在弧光閃爍的焊接現(xiàn)場,當(dāng)溫度不再是一個模糊的概念,而成為實時、全域、精準(zhǔn)的可控變量時,我們正在見證焊接工藝從“技藝”到“科學(xué)”的本質(zhì)躍遷。
]]>行業(yè)痛點(diǎn):超聲波焊接測溫的“三重門”
痛點(diǎn)一:測量失準(zhǔn)——煙霧、光澤與不均勻熱場的多重干擾
超聲波焊接塑料時,熱量由摩擦在界面瞬間產(chǎn)生,但塑料的低熱導(dǎo)率極易導(dǎo)致熱量積聚不均,產(chǎn)生“局部過熱”燒焦或“局部未熔”虛焊。更嚴(yán)峻的挑戰(zhàn)在于:
物理遮擋:熔融產(chǎn)生的微量煙霧與氣泡,會嚴(yán)重干擾光學(xué)測溫路徑。
材料干擾:塑料表面各異的光澤度、顏色與透光性,會導(dǎo)致其紅外發(fā)射率劇烈變化。
這些因素疊加,使得傳統(tǒng)測溫手段(如單點(diǎn)紅外測溫槍)在同一界面的不同區(qū)域測量誤差高達(dá)30-40°C,完全無法精準(zhǔn)反映決定焊接質(zhì)量的核心熔融區(qū)真實溫度。
痛點(diǎn)二:響應(yīng)滯后——與微秒級熱循環(huán)的“時間賽跑”
超聲波焊接的熱循環(huán)過程極為短暫,通常在數(shù)百毫秒內(nèi)完成從啟動、峰值到冷卻的全過程。傳統(tǒng)測溫設(shè)備(如熱電偶)因其固有的熱慣性,或低速熱像儀的幀頻限制,響應(yīng)速度遠(yuǎn)遠(yuǎn)跟不上這一瞬變節(jié)奏。結(jié)果是數(shù)據(jù)嚴(yán)重延遲或丟失關(guān)鍵峰值,工藝窗口如同“黑箱”,工程師無法確保每次焊接都準(zhǔn)確到達(dá)并保持在最佳的熔融溫度區(qū)間,虛焊與過焊風(fēng)險并存。
痛點(diǎn)三:接觸干擾——測量行為本身成為破壞源
任何試圖接觸微小、柔軟的塑料焊接區(qū)的探頭,都會面臨嚴(yán)峻挑戰(zhàn)。在超聲波壓力下,材料會發(fā)生微變形,導(dǎo)致接觸式測溫探頭被擠壓偏移、甚至嵌入熔融塑料中。這不但直接破壞了焊接結(jié)構(gòu)的完整性,導(dǎo)致產(chǎn)品報廢,更使得后續(xù)測溫數(shù)據(jù)完全失真,失去了監(jiān)測意義。

破局之道:X384F如何賦予工藝“透視之眼”與“高速感知”
面對上述挑戰(zhàn),格物優(yōu)信X384F紅外熱像儀提供了專為快速瞬態(tài)過程設(shè)計的非接觸式全場測溫解決方案。
核心突破一:翻倍幀頻,鎖定每一個微秒級熱脈沖
X384F的核心優(yōu)勢在于其高幀頻成像能力。它將捕獲圖像的速度大幅提升,能夠以極高的時間分辨率(如每秒上百幀甚至更高)連續(xù)拍攝焊接過程。這意味著它能完整捕捉從振動啟動、熱量積累、達(dá)到熔融峰值到停止后冷卻的整個瞬時熱循環(huán),無遺漏任何關(guān)鍵溫度轉(zhuǎn)折點(diǎn),徹底解決了“測溫滯后”與“數(shù)據(jù)中斷”的難題。
核心突破二:升級算法,穿透干擾呈現(xiàn)清晰熱真相
針對塑料焊接的復(fù)雜環(huán)境,X384F搭載了升級版的熱圖像處理算法。
細(xì)節(jié)增強(qiáng):算法能有效優(yōu)化圖像,即使在有輕微煙霧或面對低對比度熱場時,也能清晰呈現(xiàn)焊接區(qū)域的溫度梯度分布,讓“局部過熱”與“溫度不足”區(qū)域一目了然。
高靈敏度感知:熱靈敏度高達(dá)0.05°C,能夠感知極其細(xì)微的溫度變化。焊接過程中因材料不均、能量分布微小差異導(dǎo)致的溫度波動都能被敏銳捕捉,為工藝微調(diào)提供了前所未有的數(shù)據(jù)粒度。
核心突破三:非接觸全場監(jiān)測,實現(xiàn)真正無損質(zhì)量控制
作為一種純粹的光學(xué)觀測手段,X384F在測量過程中無需接觸工件,完全不影響超聲波焊接機(jī)的壓力、頻率等核心參數(shù),也杜絕了因接觸導(dǎo)致的產(chǎn)品損傷。它輸出的全輻射溫度流數(shù)據(jù),不僅是一張熱圖,更是包含了每一像素點(diǎn)溫度信息的數(shù)據(jù)庫,支持后續(xù)進(jìn)行深度分析和工藝追溯。

從洞察到優(yōu)化:驅(qū)動智能化焊接的未來
X384F的應(yīng)用價值遠(yuǎn)超實時監(jiān)控:
工藝開發(fā)與優(yōu)化:通過回放清晰的焊接溫度動態(tài)視頻,工程師可以直觀地看到能量如何傳遞、熔融區(qū)如何形成,從而科學(xué)地優(yōu)化焊接時間、壓力、振幅等參數(shù),告別“試錯”模式。
在線質(zhì)量管控:可設(shè)定焊接區(qū)域的溫度上限、下限及均勻性標(biāo)準(zhǔn)。一旦某次焊接的熱像圖不符合標(biāo)準(zhǔn)模板,系統(tǒng)可立即報警并觸發(fā)分揀機(jī)制,實現(xiàn)100%在線全檢。
數(shù)據(jù)化工藝檔案:每一次焊接的溫度場數(shù)據(jù)都可被記錄存儲,與產(chǎn)品序列號綁定。當(dāng)出現(xiàn)批次性質(zhì)量問題時,可快速追溯至具體焊接過程的熱分布異常,實現(xiàn)精準(zhǔn)的根源分析。
結(jié)語
在高端制造業(yè)追求零缺陷與過程絕對可控的今天,超聲波焊接工藝已不能容忍溫度這一核心變量的“失明”狀態(tài)。格物優(yōu)信X384F紅外熱像儀,憑借其高幀頻、高靈敏度與智能算法,如同一臺高速熱成像顯微鏡,首次讓工程師清晰看見了塑料分子在超聲波作用下摩擦生熱、熔融結(jié)合的微觀熱力學(xué)過程。它不僅是解決現(xiàn)有痛點(diǎn)的檢測工具,更是推動超聲波焊接從經(jīng)驗手藝邁向可量化、可分析、可精準(zhǔn)控制的數(shù)字化智能工藝的關(guān)鍵引擎。通過這只“溫度之眼”,每一次焊接的可靠性都被牢牢鎖定在科學(xué)的溫度窗口之內(nèi)。
]]>行業(yè)之痛:傳統(tǒng)焊錫測溫的三大困局
- 測溫不全面導(dǎo)致誤判與隱患
傳統(tǒng)方法,如熱電偶,通常只能對焊點(diǎn)或預(yù)設(shè)的局部點(diǎn)位進(jìn)行接觸式測溫。這就像“盲人摸象”,難以捕捉整個焊接面,尤其是多引腳器件、不規(guī)則形狀或微型化焊點(diǎn)的真實溫度場。關(guān)鍵熱區(qū)的遺漏,可能導(dǎo)致局部過熱損壞元件,或加熱不足形成冷焊,這些缺陷往往在后續(xù)測試甚至終端使用時才暴露,造成巨大的質(zhì)量風(fēng)險與返工成本。 - 接觸式干擾拖累生產(chǎn)效率
在追求自動化與節(jié)拍的現(xiàn)代化產(chǎn)線上,任何額外的物理接觸都可能成為瓶頸。接觸式測溫探頭需要精確對位、停留,不僅拖慢生產(chǎn)節(jié)奏,在真空封裝等精密或特殊環(huán)境中,其引入甚至可能干擾工藝氣體環(huán)境、影響機(jī)械臂操作,嚴(yán)重制約生產(chǎn)效率與流程順暢性。 - 惡劣環(huán)境下的高昂維護(hù)成本
焊錫環(huán)境本身充滿挑戰(zhàn):持續(xù)的高溫輻射、助焊劑揮發(fā)、潛在的機(jī)械碰撞或飛濺。嬌貴的接觸式測溫設(shè)備在此環(huán)境中損耗極快,傳感器探頭燒毀、線纜老化、機(jī)械結(jié)構(gòu)損壞屢見不鮮。頻繁的停機(jī)更換、維修不僅直接推高了設(shè)備維護(hù)成本,更打亂了生產(chǎn)計劃,導(dǎo)致產(chǎn)能損失。
破局之光:紅外熱像儀的非接觸式智能測溫方案
面對這些積弊,以?格物優(yōu)信X640F紅外熱像儀?為代表的先進(jìn)紅外熱成像技術(shù),為焊錫測溫帶來了革命性的解決方案。它如同一雙永不疲倦的“火眼金睛”,從根本上重塑了溫度監(jiān)控的模式。
核心優(yōu)勢一:全域非接觸測溫,一覽無余
X640F紅外熱像儀無需任何物理接觸,即可在數(shù)米外對目標(biāo)區(qū)域進(jìn)行成像。它捕獲的是整個焊錫區(qū)域(包括焊點(diǎn)、引腳、PCB基板)的全輻射溫度場,生成一幅直觀的“熱像圖”。操作者或系統(tǒng)可以瞬間洞察溫度分布的均勻性、識別異常熱點(diǎn)或冷區(qū),實現(xiàn)從“點(diǎn)測量”到“面分析”的跨越,徹底杜絕因測溫盲區(qū)導(dǎo)致的質(zhì)量誤判。
核心優(yōu)勢二:無干擾連續(xù)監(jiān)控,提升效能
非接觸的特性使其能夠無縫集成到自動化產(chǎn)線中。無論是回流焊爐的觀測窗口,還是自動焊錫機(jī)器人的側(cè)方,熱像儀均可7×24小時持續(xù)工作,實時記錄焊錫全過程(預(yù)熱、恒溫、回流、冷卻)的溫度變化,完全不影響生產(chǎn)設(shè)備的正常運(yùn)行與節(jié)拍,為優(yōu)化工藝參數(shù)提供了連續(xù)、可靠的數(shù)據(jù)流。
核心優(yōu)勢三:智能化預(yù)警與閉環(huán)控制
這不僅是“看”的溫度計,更是“思考”的控制中樞。X640F支持全輻射溫度流輸出,便于進(jìn)行高級分析。更重要的是,它能與生產(chǎn)線PLC系統(tǒng)直接聯(lián)動。一旦檢測到溫度超出預(yù)設(shè)工藝窗口,可立即觸發(fā)聲光報警或自動通知。更進(jìn)一步,通過預(yù)設(shè)邏輯,系統(tǒng)能自動微調(diào)加熱器功率、傳送帶速度等參數(shù),實現(xiàn)對焊接溫度的智能化閉環(huán)控制,將質(zhì)量管控由“事后補(bǔ)救”前移至“事中預(yù)防”。
核心優(yōu)勢四:數(shù)據(jù)驅(qū)動決策,優(yōu)化工藝
所有溫度數(shù)據(jù)可接入智能化管理平臺,自動生成每個產(chǎn)品或批次的溫度曲線報告,并進(jìn)行統(tǒng)計分析。這為工藝工程師提供了強(qiáng)大的工具:可以追溯問題批次的確切溫度歷史,分析不同參數(shù)對焊接質(zhì)量的影響,從而持續(xù)優(yōu)化工藝配方,推動生產(chǎn)走向數(shù)據(jù)化、精細(xì)化。

結(jié)語
從局部盲測到全域可視,從接觸干擾到無縫集成,從被動響應(yīng)到智能預(yù)警,紅外熱像儀技術(shù)正精準(zhǔn)狙擊焊錫測溫的傳統(tǒng)痛點(diǎn)。以格物優(yōu)信X640F為代表的解決方案,不僅顯著提升了焊接質(zhì)量的可靠性與一致性,更通過保障生產(chǎn)流暢、降低維護(hù)成本、賦能工藝優(yōu)化,為制造業(yè)的數(shù)字化轉(zhuǎn)型與智能化升級提供了關(guān)鍵的溫度感知維度。在追求卓越制造的時代,擁有這樣一雙洞悉熱世界的“智慧之眼”,無疑將成為企業(yè)提升核心競爭力的重要利器。
]]>電阻焊溫度監(jiān)測:三大行業(yè)痛點(diǎn)的技術(shù)困局
痛點(diǎn)一:幀率不足,測溫數(shù)據(jù)滯后與斷層
電阻焊的整個過程通常在10-100毫秒內(nèi)完成,其中真正的熔核形成時間甚至更短。常規(guī)紅外熱像儀普遍采用9Hz或30Hz的幀率,這意味著兩次測溫間隔長達(dá)33-111毫秒。在這一時間尺度下,熱像儀往往只能捕捉到焊接前或焊接后的“溫度快照”,而完全錯過了熔核形成的關(guān)鍵瞬間。這種數(shù)據(jù)斷層不僅導(dǎo)致工藝優(yōu)化缺乏依據(jù),更使得質(zhì)量追溯變得困難。
痛點(diǎn)二:熱反應(yīng)時間過長,瞬時高溫捕捉困難
有效的電阻焊需要在極短時間內(nèi)使焊點(diǎn)溫度達(dá)到1000℃以上,形成合格的熔核。然而,常規(guī)熱像儀的熱響應(yīng)時間通常超過12ms,對于以微秒級變化的瞬時高溫,其測量值往往遠(yuǎn)低于實際峰值溫度。這種“慢半拍”的響應(yīng)特性,使得工藝工程師無法獲取真實的熱輸入數(shù)據(jù),工藝參數(shù)調(diào)整如同“盲人摸象”。
痛點(diǎn)三:缺乏專業(yè)微距光學(xué)鏡頭,微米級焊接區(qū)域無法精準(zhǔn)測溫
電阻焊的作用面積通常僅為幾微米到幾百微米,而常規(guī)熱像儀的標(biāo)準(zhǔn)鏡頭最小成像尺寸往往在毫米級別。在這種放大倍數(shù)下,焊點(diǎn)區(qū)域在熱像畫面中僅占幾個像素,溫度測量極易受到周圍區(qū)域的干擾,導(dǎo)致虛焊、過焊等缺陷難以被有效識別和區(qū)分。

突破性解決方案:格物優(yōu)信X-H系列高速紅外熱像儀
面對電阻焊測溫的技術(shù)困局,格物優(yōu)信推出的X-H系列高速紅外熱像儀,憑借三大核心技術(shù)突破,為行業(yè)提供了精準(zhǔn)可靠的解決方案。
125Hz高幀頻:實現(xiàn)焊接全程溫度可視化
X-H系列采用125Hz超高幀頻設(shè)計,意味著每秒鐘可連續(xù)采集125幅完整的熱成像畫面,數(shù)據(jù)采集間隔縮短至8毫秒。這一突破性性能確保了對電阻焊全過程的無縫監(jiān)測,從電極接觸、電流通入、熔核形成到冷卻凝固,每一個關(guān)鍵階段的溫度變化都被完整記錄,徹底消除了數(shù)據(jù)斷層現(xiàn)象。
在實際應(yīng)用中,這一高幀頻特性使得工程師能夠精確分析焊接熱循環(huán)曲線的每一個細(xì)節(jié)——包括升溫速率、峰值溫度保持時間、冷卻速率等關(guān)鍵參數(shù),為工藝優(yōu)化提供了前所未有的數(shù)據(jù)支持。
2-4ms超短熱反應(yīng)時間:精準(zhǔn)捕捉瞬時高溫
將熱響應(yīng)時間縮短至2-4ms是X-H系列的又一技術(shù)突破。這一改進(jìn)使其能夠快速響應(yīng)電阻焊過程中的瞬時溫度變化,準(zhǔn)確捕捉到熔核形成的真實峰值溫度。通過對比測試,X-H系列測量的峰值溫度與熱電偶等接觸式測量的偏差控制在3%以內(nèi),為工藝參數(shù)的精確調(diào)整提供了可靠依據(jù)。
更重要的是,超短的熱響應(yīng)時間使得系統(tǒng)能夠準(zhǔn)確識別焊接過程中的異常現(xiàn)象,如飛濺產(chǎn)生前的局部過熱、電極磨損導(dǎo)致的熱量分布不均等,為預(yù)測性維護(hù)和過程質(zhì)量控制提供了新的可能性。
4.8μm微距鏡頭:強(qiáng)化微觀捕捉能力
針對電阻焊微米級作用區(qū)域的特點(diǎn),X-H系列特別配備了4.8μm微距鏡頭。這一光學(xué)設(shè)計使其空間分辨率達(dá)到行業(yè)領(lǐng)先水平,能夠清晰聚焦微小的焊接區(qū)域,準(zhǔn)確區(qū)分焊點(diǎn)中心與熱影響區(qū)的溫度差異。
在汽車白車身點(diǎn)焊應(yīng)用中,這一特性尤為重要。傳統(tǒng)檢測方法難以區(qū)分的虛焊(熱量不足)和過焊(熱量過高)缺陷,現(xiàn)在可以通過焊點(diǎn)的溫度分布特征進(jìn)行準(zhǔn)確判斷。焊點(diǎn)中心與邊緣的溫度梯度、最高溫度點(diǎn)的位置分布、熱影響區(qū)的大小等微觀特征,都成為評估焊接質(zhì)量的重要指標(biāo)。

行業(yè)應(yīng)用實踐:從溫度監(jiān)測到工藝智能化的轉(zhuǎn)變
在新能源汽車電池模組焊接生產(chǎn)線上,X-H系列高速熱像儀展現(xiàn)了其卓越的應(yīng)用價值。電池模組的匯流排焊接對熱輸入極為敏感,溫度不足會導(dǎo)致接觸電阻增大,影響電池性能;溫度過高則可能損傷電芯,甚至引發(fā)安全隱患。
某電池制造企業(yè)引入X-H系列后,建立了基于實時溫度數(shù)據(jù)的焊接質(zhì)量評估體系。系統(tǒng)通過分析每個焊點(diǎn)的熱循環(huán)曲線特征,自動識別異常焊接,并在0.1秒內(nèi)發(fā)出警報或調(diào)整后續(xù)工藝參數(shù)。這一改進(jìn)使得焊接不良率從1.2%降至0.15%以下,同時生產(chǎn)效率提升18%。
更重要的是,通過積累的大量焊接溫度數(shù)據(jù),該企業(yè)建立了焊接質(zhì)量預(yù)測模型,能夠根據(jù)材料厚度、表面狀態(tài)、電極壓力等變量,智能推薦最優(yōu)焊接參數(shù),實現(xiàn)了從“經(jīng)驗驅(qū)動”到“數(shù)據(jù)驅(qū)動”的工藝優(yōu)化模式轉(zhuǎn)變。
技術(shù)演進(jìn):從監(jiān)測工具到工藝大腦的跨越
格物優(yōu)信X-H系列高速熱像儀的技術(shù)突破,不僅解決了電阻焊溫度監(jiān)測的三大痛點(diǎn),更推動了整個焊接質(zhì)量控制理念的革新。傳統(tǒng)的事后破壞性檢測正在被實時、在線的過程監(jiān)控所取代;依賴工程師經(jīng)驗的參數(shù)調(diào)整正在讓位于基于大數(shù)據(jù)分析的智能優(yōu)化。
在工業(yè)4.0和智能制造的大背景下,這種高速、高精度的溫度監(jiān)測技術(shù)正成為連接物理世界與數(shù)字世界的橋梁。每一次電阻焊的溫度變化都被轉(zhuǎn)化為數(shù)字信號,納入制造執(zhí)行系統(tǒng)(MES)和數(shù)字孿生系統(tǒng),為實現(xiàn)預(yù)測性維護(hù)、自適應(yīng)工藝調(diào)整、全過程質(zhì)量追溯提供了堅實的數(shù)據(jù)基礎(chǔ)。
展望未來:精密焊接的質(zhì)量控制新范式
隨著新材料、新工藝的不斷涌現(xiàn),電阻焊的應(yīng)用領(lǐng)域仍在持續(xù)擴(kuò)展。從輕量化汽車的鋁合金連接,到微型電子元件的精密焊接,都對溫度控制提出了更高要求。格物優(yōu)信X-H系列高速熱像儀以其卓越的技術(shù)性能,為這些挑戰(zhàn)提供了創(chuàng)新的解決方案。
展望未來,電阻焊溫度監(jiān)測將向著更高幀頻、更短響應(yīng)時間、更高空間分辨率的方向持續(xù)演進(jìn)。通過與人工智能算法的深度融合,熱像儀將不僅提供溫度數(shù)據(jù),更能直接輸出工藝優(yōu)化建議和缺陷診斷結(jié)果,真正成為智能焊接產(chǎn)線的“工藝大腦”。
在制造業(yè)高質(zhì)量發(fā)展的道路上,格物優(yōu)信將繼續(xù)深耕精密焊接測溫領(lǐng)域,以技術(shù)創(chuàng)新推動行業(yè)進(jìn)步,讓每一次電阻焊都成為可測量、可控制、可追溯的精準(zhǔn)工藝,為中國制造的轉(zhuǎn)型升級注入新的技術(shù)動力。
]]>激光焊接測溫:傳統(tǒng)手段的技術(shù)瓶頸
激光焊接過程的溫度監(jiān)測面臨著雙重挑戰(zhàn)。首先,高達(dá)106-108W/cm2的激光能量密度,在精準(zhǔn)作用于焊接區(qū)域的同時,也會產(chǎn)生強(qiáng)烈的輻射干擾,常規(guī)測溫設(shè)備不僅無法準(zhǔn)確采集數(shù)據(jù),更可能在短時間內(nèi)因過載而損壞,增加了企業(yè)的檢測成本與安全風(fēng)險。
其次,激光焊接速度通常可達(dá)每分鐘數(shù)米甚至數(shù)十米,焊接區(qū)域的熱量變化瞬息萬變。傳統(tǒng)的測溫手段響應(yīng)速度不足,往往只能捕捉到焊接后的溫度“遺跡”,而無法實時記錄焊接過程中的動態(tài)溫度變化,這直接制約了焊接工藝的優(yōu)化與質(zhì)量追溯。

格物優(yōu)信X-H系列:重新定義激光焊接測溫邊界
針對這一行業(yè)痛點(diǎn),格物優(yōu)信推出了X-H系列高速熱像儀,專為高速、高精度激光焊接場景量身定制。該系列產(chǎn)品憑借125Hz的高幀頻與僅2-4ms的熱響應(yīng)時間,成功突破了傳統(tǒng)測溫設(shè)備的技術(shù)局限。
在激光焊接過程中,X-H系列高速熱像儀能夠無延時、無拖影地捕捉焊接區(qū)域的動態(tài)溫度場,以每秒125幀的速度記錄下從預(yù)熱、熔池形成到冷卻凝固的全過程溫度變化。這一能力不僅實現(xiàn)了對焊接過程的完整可視化監(jiān)測,更為工藝參數(shù)的實時優(yōu)化提供了精準(zhǔn)數(shù)據(jù)支撐。

定制濾波片:強(qiáng)激光環(huán)境下的防護(hù)盾牌
面對高功率激光的強(qiáng)烈輻射,格物優(yōu)信采用了創(chuàng)新的定制濾波片解決方案。這些特殊設(shè)計的濾波片能夠精確過濾特定波段的紅外光線,有效阻擋激光直接照射或反射對熱像儀鏡頭的損害,同時確保目標(biāo)溫度信息的準(zhǔn)確采集。
這種防護(hù)設(shè)計不僅保障了設(shè)備在極端環(huán)境下的穩(wěn)定運(yùn)行,更顯著延長了設(shè)備使用壽命,降低了企業(yè)的長期運(yùn)營成本。在汽車制造、航空航天、動力電池等領(lǐng)域的激光焊接產(chǎn)線上,這一特性顯得尤為重要。
行業(yè)應(yīng)用案例:A公司激光焊接產(chǎn)線的質(zhì)量革命
國內(nèi)某知名激光設(shè)備上市企業(yè)(以下簡稱“A公司”)在高端動力電池殼體焊接中遇到了質(zhì)量控制難題。電池殼體采用的鋁合金材料對熱輸入極為敏感,溫度過高會導(dǎo)致燒穿、氣孔,溫度不足則可能產(chǎn)生未熔合、虛焊等缺陷,直接影響電池的安全性能與使用壽命。
A公司曾嘗試多種測溫方案,均無法滿足其產(chǎn)線要求。要么無法抵抗激光反射的干擾,要么響應(yīng)速度跟不上每分鐘60個電池殼體的焊接節(jié)拍,導(dǎo)致產(chǎn)品不良率始終徘徊在3%左右,嚴(yán)重制約了產(chǎn)能提升與成本控制。
引入格物優(yōu)信X-H系列高速熱像儀后,情況發(fā)生了根本性轉(zhuǎn)變。在電池殼體蓋板焊接工位,熱像儀通過定制化的780nm濾波片有效屏蔽了1064nm光纖激光的干擾,同時以125Hz的采集頻率完整記錄了每個焊接點(diǎn)的溫度曲線。
通過分析實時采集的溫度數(shù)據(jù),A公司發(fā)現(xiàn)焊接過程中存在局部過熱現(xiàn)象,導(dǎo)致鋁合金材料中的低沸點(diǎn)元素蒸發(fā),形成微氣孔。技術(shù)團(tuán)隊基于熱像儀提供的精確溫度分布圖,優(yōu)化了激光功率與掃描路徑的匹配參數(shù),將焊接區(qū)域的峰值溫度控制在鋁合金熔點(diǎn)的±15℃范圍內(nèi)。
這一改進(jìn)帶來了顯著效果:電池殼體的焊接不良率從3%降至0.5%以下,單日產(chǎn)能提升25%,同時焊接強(qiáng)度一致性提高了40%。更令人矚目的是,基于熱像儀采集的溫度大數(shù)據(jù),A公司開發(fā)了焊接質(zhì)量預(yù)測模型,能夠提前預(yù)警潛在的質(zhì)量風(fēng)險,實現(xiàn)了從“事后檢測”到“過程預(yù)防”的質(zhì)量管理升級。

技術(shù)賦能:從測溫到智能工藝控制的跨越
格物優(yōu)信X-H系列高速熱像儀的價值遠(yuǎn)不止于精準(zhǔn)測溫。其搭載的動態(tài)調(diào)節(jié)測溫算法能夠基于實時溫度數(shù)據(jù),自動調(diào)整焊接參數(shù),形成閉環(huán)控制。在A公司的應(yīng)用中,系統(tǒng)能夠根據(jù)監(jiān)測到的熔池溫度與形態(tài)變化,實時微調(diào)激光功率與焊接速度,確保每個焊接點(diǎn)都處于最佳熱輸入狀態(tài)。
這種智能化控制不僅提升了焊接質(zhì)量的一致性,也顯著降低了操作人員的技術(shù)門檻,使復(fù)雜的激光焊接工藝變得更加可控、可復(fù)制。A公司技術(shù)總監(jiān)表示:“格物優(yōu)信熱像儀不僅是我們產(chǎn)線上的‘溫度之眼’,更是工藝優(yōu)化的‘智能大腦’。”

展望未來:激光焊接智能化的新起點(diǎn)
隨著高端制造業(yè)對焊接質(zhì)量要求的不斷提升,激光焊接過程的精準(zhǔn)控溫與智能優(yōu)化已成為行業(yè)發(fā)展的必然趨勢。格物優(yōu)信X-H系列高速熱像儀以其卓越的技術(shù)性能,為這一趨勢提供了切實可行的解決方案。
在金屬增材制造、新能源汽車電池焊接、航空航天結(jié)構(gòu)件連接等更多領(lǐng)域,這種高速、高精度的溫度監(jiān)測技術(shù)正發(fā)揮著越來越重要的作用。它不僅解決了當(dāng)前激光焊接中的質(zhì)量控制難題,更為未來智能制造提供了關(guān)鍵的數(shù)據(jù)支撐與工藝優(yōu)化路徑。
在工業(yè)4.0與智能制造的浪潮下,格物優(yōu)信將繼續(xù)深耕激光加工測溫領(lǐng)域,以技術(shù)創(chuàng)新推動行業(yè)進(jìn)步,讓每一次激光焊接都成為可測量、可控制、可優(yōu)化的精準(zhǔn)工藝,為中國高端制造業(yè)的轉(zhuǎn)型升級注入新的技術(shù)動力。
]]>焊接過程實時監(jiān)控
應(yīng)用場景
溫度場分布分析:
實時顯示焊縫及熱影響區(qū)(HAZ)的溫度梯度,確保熱量輸入均勻,避免局部過熱或不足。
熱輸入控制:
監(jiān)測焊接電弧或激光的熱量傳遞,驗證工藝參數(shù)(電流、電壓、速度)是否合理。
多道焊層間溫度:
在厚板多層焊接中,確保層間溫度符合標(biāo)準(zhǔn)(如避免不銹鋼因過熱導(dǎo)致晶間腐蝕)。
技術(shù)優(yōu)勢
非接觸測量,不影響焊接過程。
高幀率熱像儀(如60Hz以上)可捕捉快速動態(tài)變化。

焊接缺陷檢測
常見缺陷與熱像特征
| 缺陷類型 | 紅外熱像表現(xiàn) | 原因分析 |
| 未焊透 | 焊縫中心溫度低于周邊 | 熱量輸入不足或坡口設(shè)計不當(dāng) |
| 氣孔/夾渣 | 局部溫度異常(高溫或低溫點(diǎn)) | 材料污染或保護(hù)氣體不純 |
| 裂紋 | 冷卻階段出現(xiàn)異常高溫滯留區(qū)域 | 應(yīng)力集中或材料淬硬傾向 |
| 虛焊(假焊) | 焊后接頭區(qū)域溫度分布不均勻 | 表面污染或能量密度不足 |
檢測方法
主動式熱激勵:
對焊件施加外部熱源(如閃光燈),通過熱像儀觀察缺陷導(dǎo)致的異常熱流(適用于微小缺陷)。
被動式監(jiān)測:
直接記錄焊接自然冷卻過程的熱分布(適用于常規(guī)焊接)。

自動化焊接的閉環(huán)控制
集成方案
機(jī)器人焊接反饋:
將熱像儀數(shù)據(jù)反饋至焊接機(jī)器人,動態(tài)調(diào)整焊槍路徑或功率(如激光焊接中避免燒穿)。
AI算法優(yōu)化:
通過機(jī)器學(xué)習(xí)建立溫度場-質(zhì)量關(guān)聯(lián)模型,自動識別工藝偏差。
焊后質(zhì)量評估
冷卻曲線分析
監(jiān)測焊后冷卻速率,驗證是否滿足材料要求(如鈦合金需慢冷以避免脆性相)。
對比標(biāo)準(zhǔn)工藝的熱像圖譜,快速篩查不合格品。
殘余應(yīng)力預(yù)測
溫度梯度與殘余應(yīng)力相關(guān),通過熱歷史數(shù)據(jù)間接評估應(yīng)力集中風(fēng)險區(qū)域。
特殊焊接工藝應(yīng)用
攪拌摩擦焊(FSW)
監(jiān)控攪拌頭周圍溫度,防止過熱導(dǎo)致材料軟化過度。
優(yōu)化旋轉(zhuǎn)速度和下壓量。
電子束/激光焊
高精度測溫,避免深熔焊的孔洞缺陷。
釬焊與擴(kuò)散焊
確保整體加熱均勻性,避免局部未結(jié)合。

技術(shù)挑戰(zhàn)與解決方案
| 挑戰(zhàn) | 解決方案 |
| 高反射金屬表面測溫誤差 | 噴涂啞光黑漆或使用高發(fā)射率貼片 |
| 快速動態(tài)過程捕捉 | 選擇高幀率和快速響應(yīng)熱像儀 |
典型設(shè)備選型建議
可使用格物優(yōu)信X640F系列,溫度拓展至2000℃
分辨率:需640×512。
溫度范圍:常規(guī)焊接(-20~1500℃),激光/電子束焊需擴(kuò)展至2000℃。
軟件功能:需支持溫度曲線分析、熱圖對比、自動報警等。

行業(yè)案例
案例1:動力電池激光焊接在線監(jiān)測
應(yīng)用背景
某新能源車企在動力電池模組焊接中,因激光焊接工藝不穩(wěn)定導(dǎo)致虛焊、爆點(diǎn)等問題,傳統(tǒng)人工抽檢效率低且無法實時反饋。
格物優(yōu)信解決方案
采用?高幀率紅外熱像儀(120Hz)?集成于自動化產(chǎn)線,實時捕捉焊接熔池溫度場。
通過溫度分析算法?自動識別異常溫度波動(如局部過熱或低溫區(qū)),觸發(fā)設(shè)備調(diào)整激光功率。
效果
焊接不良率下降?85%,實現(xiàn)?100%在線全檢。
數(shù)據(jù)追溯功能幫助優(yōu)化工藝參數(shù),提升電池包安全性。
案例2:壓力容器多層焊層間溫度控制
應(yīng)用背景
某化工設(shè)備制造商在厚壁壓力容器焊接中,層間溫度超標(biāo)導(dǎo)致焊縫韌性下降,需頻繁返修。
格物優(yōu)信解決方案
使用?便攜式紅外熱像儀?掃描每道焊層表面溫度,實時顯示熱影響區(qū)梯度。
設(shè)定?溫度閾值報警,超溫時自動提示暫停焊接,待冷卻至合規(guī)范圍(如ASME標(biāo)準(zhǔn)要求≤150℃)。
效果
層間溫度合格率從?70%提升至98%,減少返工工時?30%。
生成焊接熱歷史報告,助力通過ISO 3834認(rèn)證。
通過紅外熱像儀的應(yīng)用,焊接工藝可從經(jīng)驗導(dǎo)向轉(zhuǎn)為數(shù)據(jù)驅(qū)動,顯著提升良品率并降低返工成本。
更多焊接應(yīng)用案例以及產(chǎn)品選型,請聯(lián)系格物優(yōu)信在線客服!
]]>- 研發(fā)階段
發(fā)動機(jī)與動力系統(tǒng)熱管理
檢測發(fā)動機(jī)缸體、排氣系統(tǒng)、渦輪增壓器等部件的溫度分布,優(yōu)化散熱設(shè)計。
分析電池組、電機(jī)、電控系統(tǒng)在充放電過程中的熱行為(尤其對新能源車至關(guān)重要)。
示例:識別電池模組中的局部過熱點(diǎn),改進(jìn)冷卻管路布局。
制動系統(tǒng)測試
監(jiān)測剎車盤/片在高速制動時的溫度變化,評估熱衰減性能。
示例:對比不同材料剎車盤的散熱效率。
空調(diào)與座艙熱舒適性
可視化空調(diào)出風(fēng)口溫度分布,優(yōu)化氣流導(dǎo)向設(shè)計。
評估座椅加熱系統(tǒng)或車載電子設(shè)備的發(fā)熱均勻性。
空調(diào)出風(fēng)口
- 生產(chǎn)制造階段
焊接與涂裝工藝監(jiān)控
檢測車身焊點(diǎn)、激光焊接區(qū)域的溫度,確保焊接質(zhì)量(溫度異常可能預(yù)示虛焊)。
監(jiān)控電泳烘干爐、油漆固化爐的溫度均勻性,避免烘烤不足或過熱。
電子電氣部件質(zhì)檢
快速發(fā)現(xiàn)ECU、線束、連接器等部件的短路或接觸不良(異常發(fā)熱點(diǎn))。
示例:在總裝線末端掃描線束接頭,排查潛在故障。
輪胎與橡膠部件檢測
分析硫化工藝中輪胎的溫度均勻性,提升耐久性。
方向盤生產(chǎn)
- 測試與驗證階段
耐久性測試
長時間監(jiān)測關(guān)鍵部件(如變速箱、軸承)的溫升趨勢,預(yù)測潛在失效。
示例:越野測試中對比不同路況下底盤部件的熱負(fù)荷。
環(huán)境模擬測試
在高溫/低溫試驗艙中,驗證整車或零部件的極端溫度適應(yīng)性。
新能源車電池包在低溫充電時的預(yù)熱效果評估。
NVH與密封性檢測
通過熱成像輔助識別車身縫隙漏熱(間接反映隔音或密封缺陷)。
汽車后窗玻璃加熱絲
- 新能源車專項應(yīng)用
電池系統(tǒng)
充放電循環(huán)中檢測單體電芯溫度差異,預(yù)警熱失控風(fēng)險。
評估液冷/風(fēng)冷系統(tǒng)的冷卻效率。
充電設(shè)施
檢查充電樁電纜、插頭的接觸電阻發(fā)熱,防止火災(zāi)隱患。
電池生產(chǎn)
- 其他應(yīng)用
自動駕駛傳感器標(biāo)定
監(jiān)測激光雷達(dá)、攝像頭等傳感器的溫漂現(xiàn)象,輔助校準(zhǔn)。
售后診斷
快速定位故障點(diǎn)(如電機(jī)過載、電路過流)的發(fā)熱源。
技術(shù)優(yōu)勢
非接觸式:不干擾被測對象,適合高速旋轉(zhuǎn)或高壓部件。
高效全面:可掃描大面積區(qū)域,相比單點(diǎn)測溫更高效。
預(yù)防性維護(hù):提前發(fā)現(xiàn)潛在故障,降低售后成本。
典型設(shè)備選型
科研級:高分辨率(如格物優(yōu)信X640F)、高溫量程(如2000°C)型號。
產(chǎn)線級:快速響應(yīng)、自動化集成的在線式熱像儀。
便攜式:用于戶外測試或售后診斷的手持設(shè)備。
汽車排氣筒
- 格物優(yōu)信熱像儀在汽車行業(yè)應(yīng)用部分案例
案例1:新能源電池包生產(chǎn)過程中的在線質(zhì)量檢測
應(yīng)用場景:
某新能源汽車電池包生產(chǎn)線需實時監(jiān)測電芯焊接工藝溫度,防止虛焊或過燒。
解決方案:
采用格物優(yōu)信?在線式紅外熱像儀(如X系列),集成于自動化產(chǎn)線,實時掃描焊接區(qū)域溫度分布。
通過智能溫度分析算法?自動識別異常焊點(diǎn)(溫度超出設(shè)定閾值),并聯(lián)動PLC剔除不良品。
效果:
焊接不良率降低?40%,避免電池包因焊接缺陷導(dǎo)致的后期熱失控風(fēng)險。
實現(xiàn)?100%全檢,替代傳統(tǒng)抽檢,提升生產(chǎn)效率。
案例2:整車制動系統(tǒng)熱性能測試
應(yīng)用場景:
某車企需在耐久測試中評估剎車盤連續(xù)制動后的散熱性能,傳統(tǒng)熱電偶無法全面反映溫度場。
解決方案:
使用格物優(yōu)信?手持式熱像儀(如格物優(yōu)信Ha系列),高速拍攝剎車盤從高溫到冷卻的全過程熱像圖。
通過?多區(qū)域動態(tài)測溫功能,分析剎車盤不同區(qū)域的溫差及冷卻速率,生成熱變化曲線報告。
效果:
發(fā)現(xiàn)剎車盤?散熱不均勻?問題,優(yōu)化通風(fēng)槽設(shè)計后,制動性能提升?15%。
測試數(shù)據(jù)為制動系統(tǒng)材料選型(如復(fù)合陶瓷 vs 鑄鐵)提供直觀依據(jù)。
通過紅外熱像技術(shù),汽車行業(yè)能夠顯著提升設(shè)計精準(zhǔn)度、生產(chǎn)良率及安全性,尤其在電動化、智能化趨勢下,其應(yīng)用價值將進(jìn)一步凸顯。
]]>- 激光熔覆測溫的挑戰(zhàn)
高溫梯度:熔池溫度可達(dá)1500~3000℃(取決于材料),相鄰區(qū)域溫差極大。
動態(tài)過程:激光移動速度快(通常0.5~5 m/min),需高幀率捕捉瞬態(tài)溫度。
表面干擾:
金屬熔池高反射率(尤其是未熔化的金屬粉末)。
等離子體羽流(Plume)可能遮擋紅外信號。
工藝需求:
控制熔池溫度以保障結(jié)合強(qiáng)度,避免過燒或未熔合。
監(jiān)測熱積累防止基材變形。

- 可適用場景及改進(jìn)方案
(1) 適用場景
基材預(yù)熱監(jiān)測:檢測基材(如鋼、鈦合金)預(yù)熱溫度(100~500℃)。
熱影響區(qū)(HAZ)分析:監(jiān)測熔覆層周圍低溫區(qū)(200~800℃)的溫度梯度,評估冷卻速率。
離線質(zhì)量檢查:熔覆完成后檢測層間溫度均勻性或殘余應(yīng)力分布。
(2) 技術(shù)改進(jìn)措施
| 問題 | 解決方案 |
| 低信噪比 | 使用制冷型長波探測器(如MCT傳感器)提升靈敏度,或延長積分時間(犧牲實時性)。 |
| 發(fā)射率波動 | 基材表面噴涂高發(fā)射率涂層(如啞光黑漆),或采用雙色測溫法減少發(fā)射率依賴。 |
| 等離子體干擾 | 加裝窄帶濾光片(如10.6μm避開等離子體吸收峰),或側(cè)向安裝避開羽流直射路徑。 |
| 動態(tài)測溫 | 選擇高速長波熱像儀(如格物優(yōu)信H系列,125Hz幀率),配合觸發(fā)同步激光掃描。 |
- 典型應(yīng)用案例
案例1:不銹鋼基材預(yù)熱均勻性控制
需求:確保基材預(yù)熱溫度300±20℃,避免熔覆層開裂。
配置:
選用格物優(yōu)信長波熱像儀(640×480像素)。
基材噴涂石墨涂層(發(fā)射率固定為0.95)。
實施:
熱像儀安裝在激光頭側(cè)向45°,監(jiān)測預(yù)熱區(qū)域(下圖左為均勻加熱,右為不均勻)。
溫度數(shù)據(jù)反饋至加熱系統(tǒng),自動調(diào)節(jié)感應(yīng)線圈功率。
效果:預(yù)熱均勻性從±50℃提升至±15℃,熔覆層裂紋率下降90%。
案例2:熔覆層冷卻速率監(jiān)測
需求:控制Inconel 625熔覆層冷卻速率在50~100℃/s,避免晶粒粗化。
實施:
建立冷卻速率-硬度關(guān)系模型,超限時觸發(fā)輔助加熱。
效果:硬度波動從HRC 5降至HRC 1以內(nèi)。

- 長波與短波/中波熱像儀的對比
| 參數(shù) | 長波(8~14μm) | 短波(0.9~1.7μm) | 中波(3~5μm) |
| 測溫范圍 | 適合<800℃(高溫段信噪比低) | 適合>1000℃(熔池理想波段) | 適合300~1500℃(折中方案) |
| 抗干擾性 | 受等離子體/水蒸氣影響大 | 穿透等離子體能力強(qiáng) | 中等 |
| 發(fā)射率依賴性 | 高(需表面處理) | 低(金屬熔池發(fā)射率相對穩(wěn)定) | 中等 |
| 成本 | 低(非制冷型常見) | 極高(制冷型探測器為主) | 高 |
總結(jié)
紅外熱像儀在激光熔覆中可實現(xiàn):
工藝穩(wěn)定性:實時熔池溫度閉環(huán)控制。
缺陷預(yù)防:通過熱歷史數(shù)據(jù)預(yù)測裂紋、氣孔等。
智能化升級:為數(shù)字孿生(Digital Twin)提供溫度場輸入。
]]>